В предыдущих статьях я обещал рассказать про печать гибким филаментом на 3D принтере Creality Ender 3 v2. Идея была в том, что сначала мы настраиваем печать с самым негодным PLA филаментом и далее все работает само собой с любым приличным филаментом. В комментариях читатели мне много писали, что на боуден экструдере это невозможно; еще было много утверждений, что производитель очень лукавит и скорость печати 180 мм/с на принтере недостижима. По результатам наших тестов рад сообщить, что "страшилки" надуманы", принтер прекрасно печатает на заявленной скорости и с высокими ускорениями PLA+ (обычный PLA не выдерживает такой скорости), а также, легко может печатать PETG и TPU.

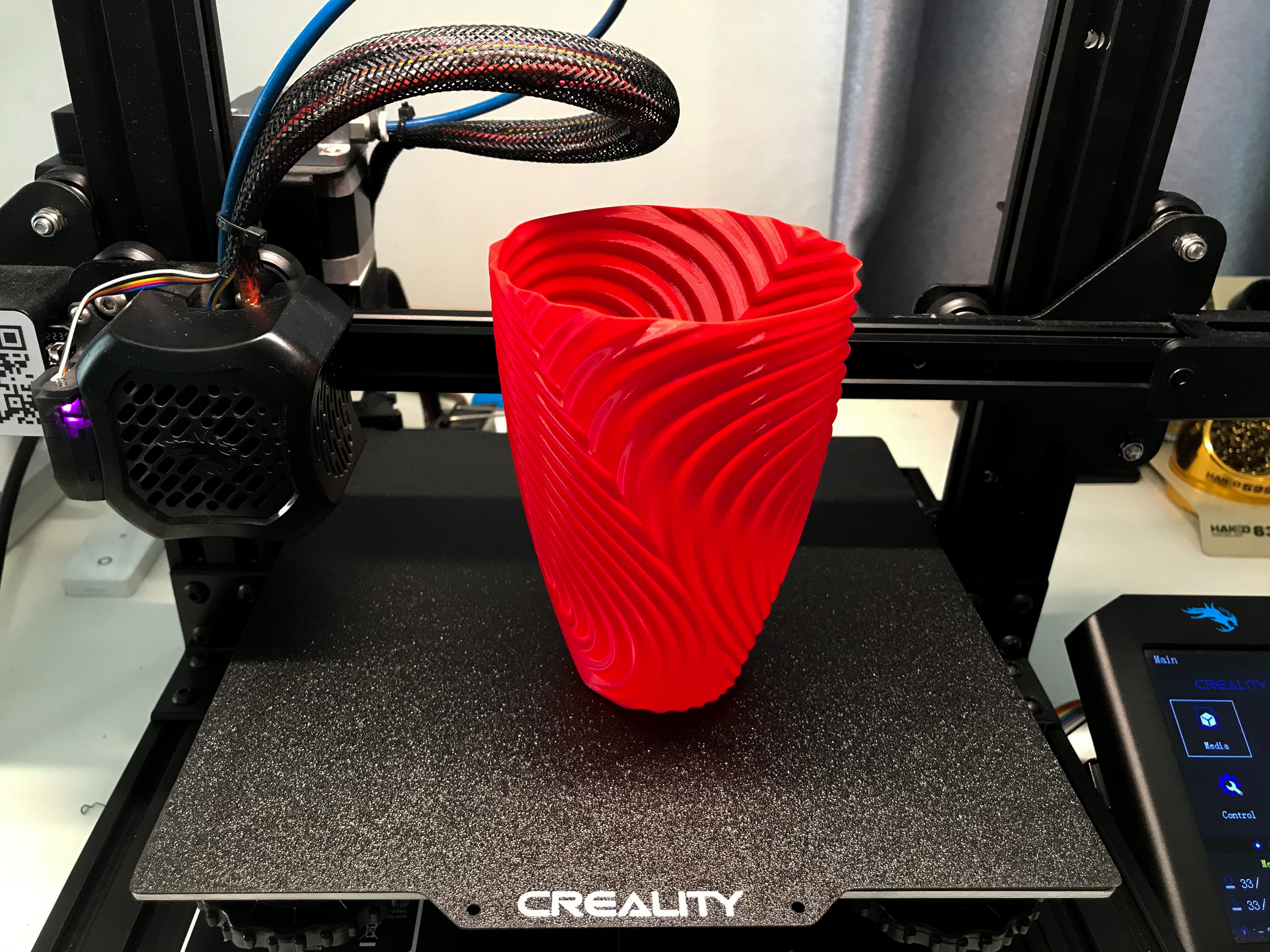
Вазы напечатаны eSUN TPU из g-code файла для PLA+ на скорости 90 мм/с, изменены только температура печати (220-230°C) и температура рабочего стола (70°C). Слои хорошо соединены, результат печати прочный и можно его сжимать и скручивать, после чего форма восстанавливается.
Механика
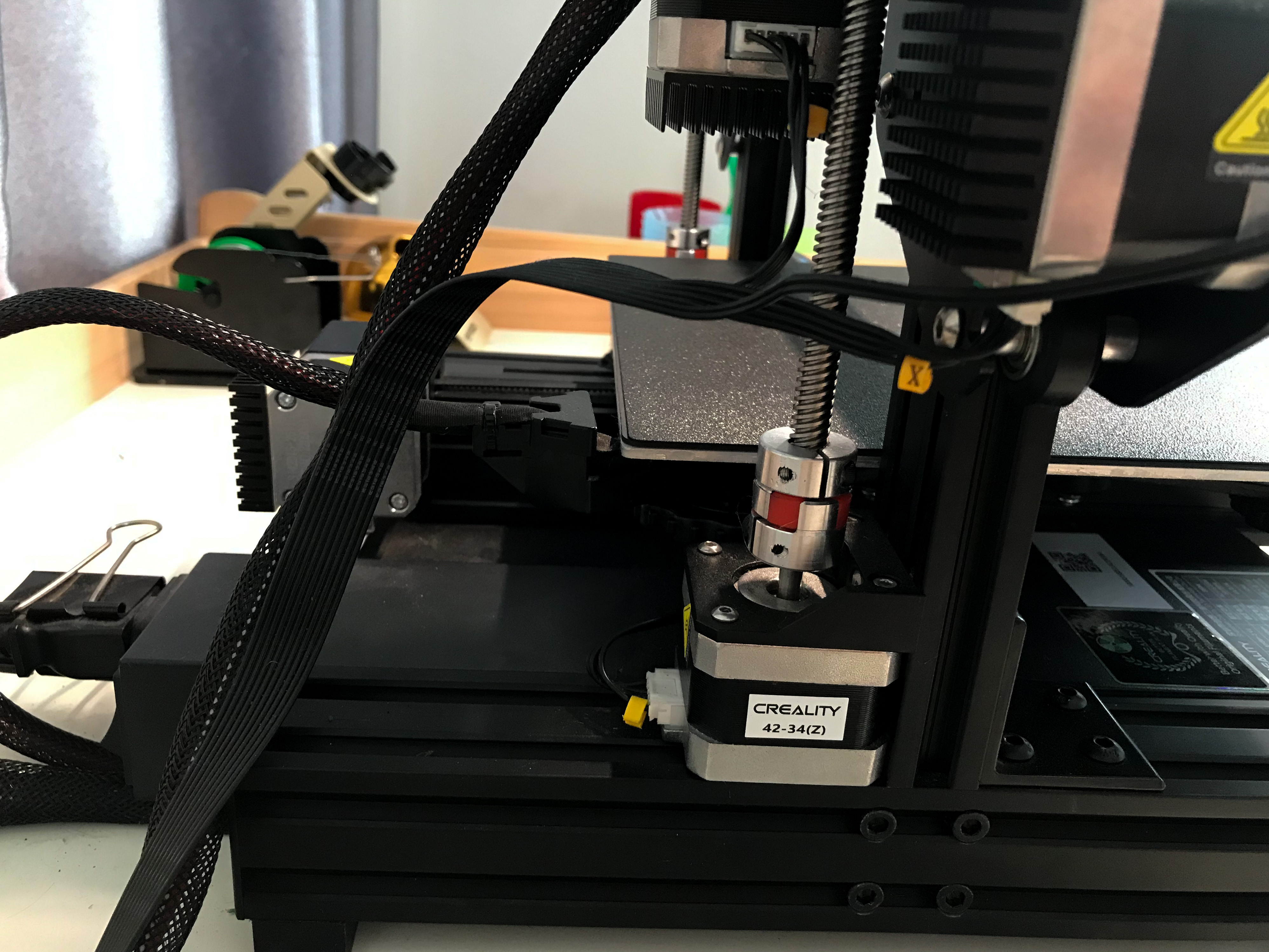
Хотя штатная комплектация и позволяет быстро печатать, рама со временем разбалтывается (особенно, если принтер регулярно переставлять в дом и на улицу), что решается добавлением простейших копеечных уголков. Уголки нужны не гнутые, а литые или выточенные из цельного куска металла. После их добавления, принтер за раму можно переносить без необходимости ее дальнейшей подтяжки. Один из уголков крепления вертикального фрейма хорошо виден на фото ниже.
Наш экземпляр принтера отличается гнутыми Z-осями — штатно ось только одна, но мы добавили вторую ось во избежание провисания каретки и необходимости ее подстройки (опять же, наиболее актуально при перемещении принтера с места на место). После добавления второй оси наш принтер обзавелся уже двумя гнутыми осями — изгиб составляет примерно 2-3 мм оси посередине (на самом деле, выгнуты более хитро и как-то по спирали, но замерять все это смысла не было). Можно сменить оси на более приличные, но интереснее все же разобраться с имеющимися. Для решения задачи были заменены штатные муфты на более качественные и с демпфером, как показано на фото.
Штатное крепление двигателя вертикально оси тоже вызывает вопросы, а совместно с гнутыми осями это приводит к заклиниванию. Замена муфт уже решает проблему заклинивания, но мы заодно заменили и крепления моторов, установив литые уголки. Как бонус, теперь при перетаскивании принтера и двигатели с осями не смещаются.
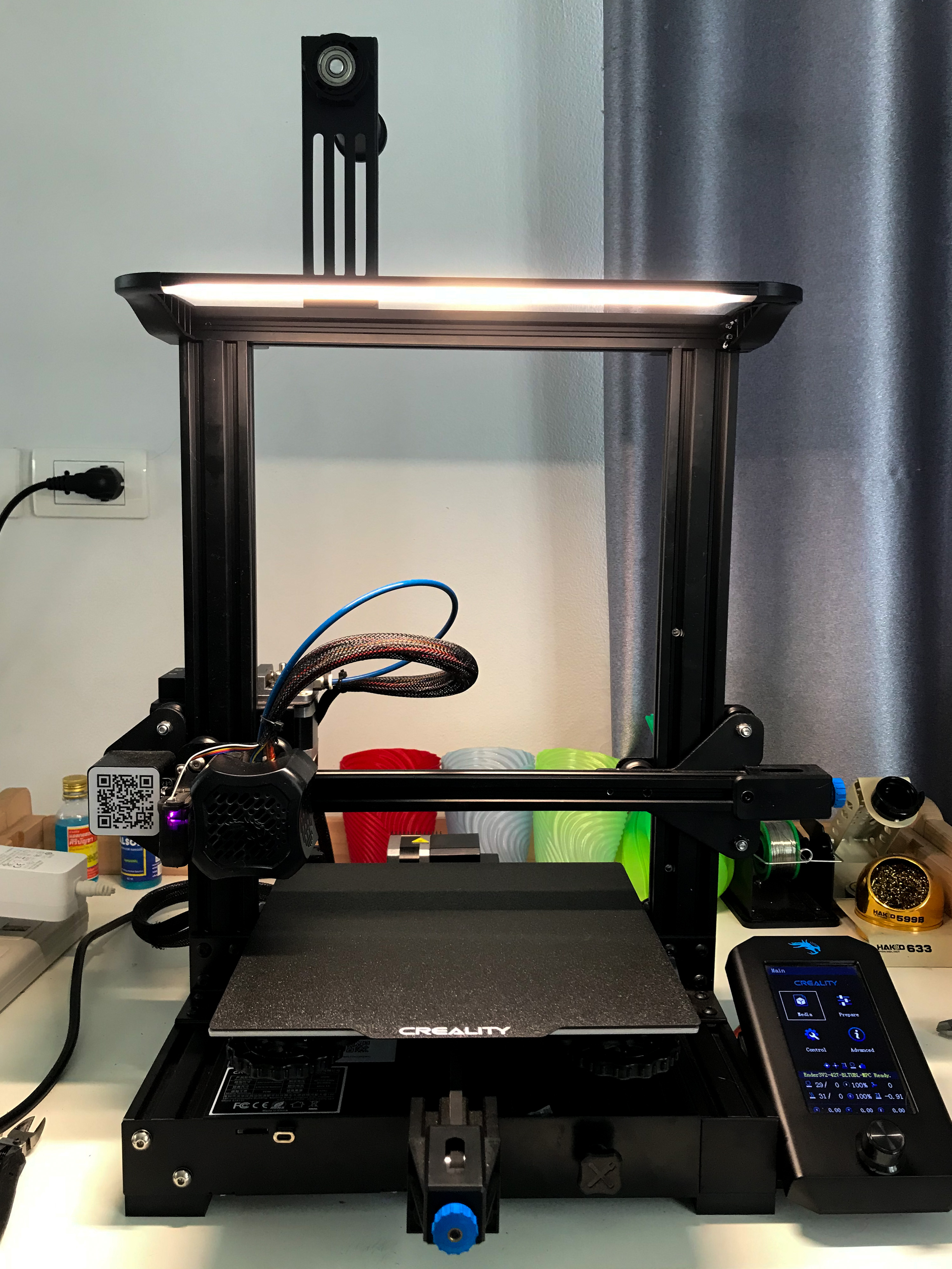
Возможно, ваш экземпляр принтера не настолько кривой, как наш, и все же установка и замена уголков и муфт очень желательна и обходится вполне бюджетно. В нашем случае, у принтера ни раму ни моторы больше не нужно подтягивать вообще никогда, что очень добавляет удобства использования. Более того, сейчас принтер установлен на верстаке (две довольно узкие пластины) без крепления и печатает на скорости 100-200 мм/с и ускорениям 5000 мм/с без попыток сдвинуться. Все рассказанное ниже применимо и к штатной комплектации (без установки второй оси первую можно настроить, чтобы не заедала), но приходится частенько подтягивать отвинчивающиеся болты, чем заниматься постоянно нам совсем не хочется.
Рабочий стол
Штатной стекло печати тяжелое и с ним на высокой скорости печатать не удастся без сильной вибрации всего принтера и падения качества печати (или самой печатаемой модели). Впрочем, меняли мы его по совсем другой причине — плоские модели прилипают так, что я несколько раз в кровь разодрали пальцы, отдирая их от стекла. И это при том, что стекло я замораживал в морозилке. иначе результаты печати вообще не снять. Мы попробовали два варианта магнитного покрытия — желтое (штатное для старших моделей этой линейки принтеров) и черное (новинка). Желтое сделано так себе, поверхность покрыта острыми зубьями, так что вытирать его невозможно, а основания модели оказывается с весьма специфическим рисунком. Черное оказалось намного лучше, поверхность гладкая мелко волнистая, легко вытирается и основание модели аккуратное.
PLA+, PETG и TPU
Филамент PLA и PLA+ мы уже обсуждали в предыдущих статьях, добавлю лишь, что eSUN silk PLA у нас быстро разбух и теперь даже после сушки и в 3D ручку не годится — явственно раздувается и лопается при нагревании. Притом, после печати выглядит он так себе и никакого сходства с рекламными фотографиями от eSUN не заметно, PLA+ от них же куда как приятнее на вид и на ощупь. PLA для больших скоростей печати не годится, максимум, 120 мм/с (впрочем, это наш основной редим работы). Пластик PETG интересен прочностью и внешним видом, особенно, полупрозрачный подходит для многих моделей. TPU тоже существует и полупрозрачный и разноцветный, вдобавок, он еще и гибкий. При этом, катушка eSUN TPU стоит примерно вдвое дороже eSUN PETG (около 30$). Прочность TPU 95A от eSUN удивила — раскладывающийся кубик, скрепленный осью пару миллиметров диаметром, мы всей семьей не смогли разорвать. Выбор филамента обусловлен его доступностью в Таиланде, так что другие марки мы не пробовали (пошлины и стоимость доставки, например, с Амазона, удваивают исходную цену). Это далеко не лучший филамент и в нескольких катушках мы натыкались на разрывы и петки намотки, а еще он вестма гигроскопичен — по крайней мере у нас, во влажный сезон, без сушки пользоваться им практически невозможно. В то же время, продукция eSUN довольно бюджетна и для печати игрушек и самоделок для детей вполне подходит. Что интересно, PLA+/PETG/TPU от eSUN можно печатать на скорости 120 мм/с, хотя для всех них производитель рекомендует вдвое-вчетверо меньшие скорости.
При быстрой печати PLA/PLA+ главная проблема это деформация самого пластика, из-за того, что в данной конструкции принтера рабочий стол с моделью быстро движется. При скорости 150-180 мм/с просушенный пару дней eSUN PLA+ может выдержать, а может и сместиться, в зависимости от модели, а просто вынутый из пакета с силакагелем смещается всегда. Наш дешевый "тестовый" пластик и 120 мм/с скорость не выдерживает на некоторых моделях, притом на высокой скорости мелкие модели вовсе отрываются от рабочего стола. Для PLA+ оптимальная скорость холостого хода для нашей конфигурации составляет 120 мм/с, при ее увеличении часть моделей деформируются и отрываются. Скорость печати разумно выставлять такую же — уменьшение скорости на качество заметно не влияет, а увеличение может приводить к проблемам. Так что, хотя ваза на картинке и напечатана на скорости 180 мм/с, это вовсе не основной наш режим работы. Тем не менее, указанная производителем скорость печати вполне достижима, в чем мы и убедились на опыте.
Напечатанные из PETG модели дети уже успели подарить друзьям, а печатающую головку мы уже поменяли и воспроизвести предыдущую конфигурацию не сможем. Впрочем, от PLA+ на фото выше визуально отличается только цветом филамента, а печатали аналогично TPU, как показано далее (тоже из g-code для PLA 90 мм/с). Если делать отдельный g-code, то скорость холостого хода можно выставить и в 240 мм/с и PETG это не повредит.
Далее приведу фото моделей, напечатанных из TPU, используя g-code для PLA+ для скорости печати 90 мм/с с увеличенными во время печати из меню принтера температурами печати (220-230°C, разницы между температурами в этом диапазоне не заметили) и рабочего стола (70°C):


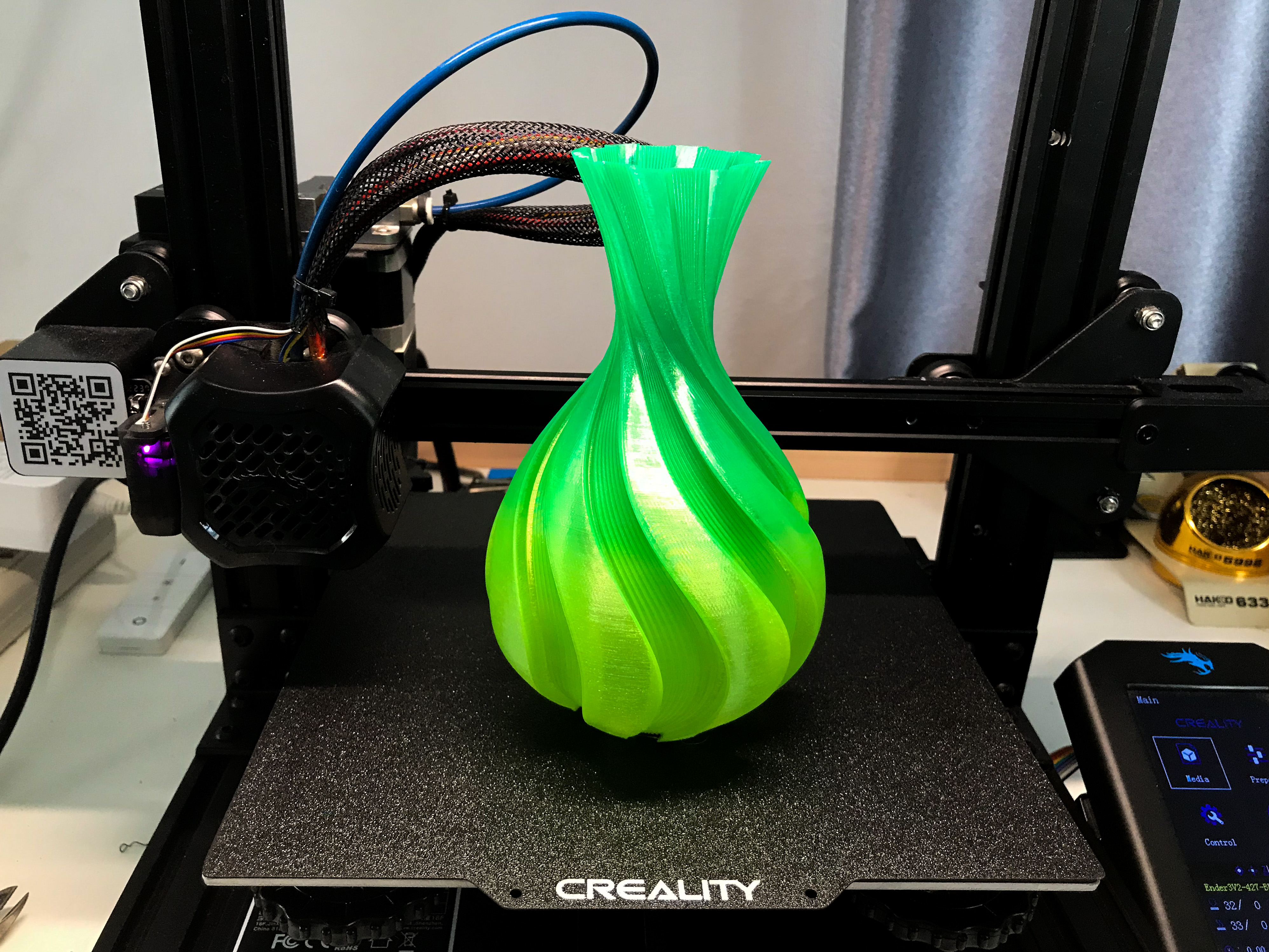
На последней вазе мы нашли какие-то странные вплавления, явно другого состава, вероятно, мусор прилип к прутку филамента. Видимо, стоит добавить щеточку для чистки протягиваемого филамента.
PETG мы печатаем и на скорости 120 мм/с без какого-либо заметного влияния на результат печати, но для TPU лучше использовать скорости поменьше, так что для тестов выше выбрана скорость 90 мм/с как половина от скорости для PLA+.
Заключение
Исследование для нас оказалось весьма занимательным и мы не разочарованы — принтер на самом деле выполняет все заявленное производителем и даже более того. Боуден экструдер работает отлично с гибким филаментом, не требуя дополнительных настроек (в том случае, если он уже хорошо настроен для PLA/PLA+).
Изучив возможности штатной конфигурации, мы перешли к исследованию директ драйв экструдера Creality Sprite Pro с более мощными нагревателем (до 300°C) и вентиляторами. На данный момент, нам удалось добиться качественной печати при ретракшене 0.2 мм для PLA/PLA+ и 0.4 мм для PETG/TPU и включенном Linear Advance (в обоих случаях, ретракшен не превышает диаметра сопла), что что позволило заметно улучшить качество печати. Что интересно, скорость печати снова не влияет на качество — но обо всем этом в следующий раз (если на хабре не отключат markdown-редактор статей).
P.S. Последнее время я не писал на хабре, поскольку был занят подготовкой к публикации своей книги по спутниковой интерферометрии "PyGMTSAR: Sentinel-1 Python InSAR: An Introduction", которая уже доступна в онлайн магазинах Amazon, Apple, Kobo и других. Книга знакомит с моим пакетом спутниковой интерферометрии PyGMTSAR, предназначенном и для обучения и для выполнения промышленных проектов.
Также смотрите
- Мои статьи на Хабре
- Работа с ГИС и ГЕО данными на LinkedIn
- Геологические модели и код на GitHub
- YouTube канал с геологическими моделями
- Геологические модели в виртуальной/дополненной реальности (VR/AR)
- PyGMTSAR InSAR Docker образы на DockerHub




